合金圓刀片的使用注意事項(xiàng)分析
發(fā)布時(shí)間:2022-04-20 次瀏覽
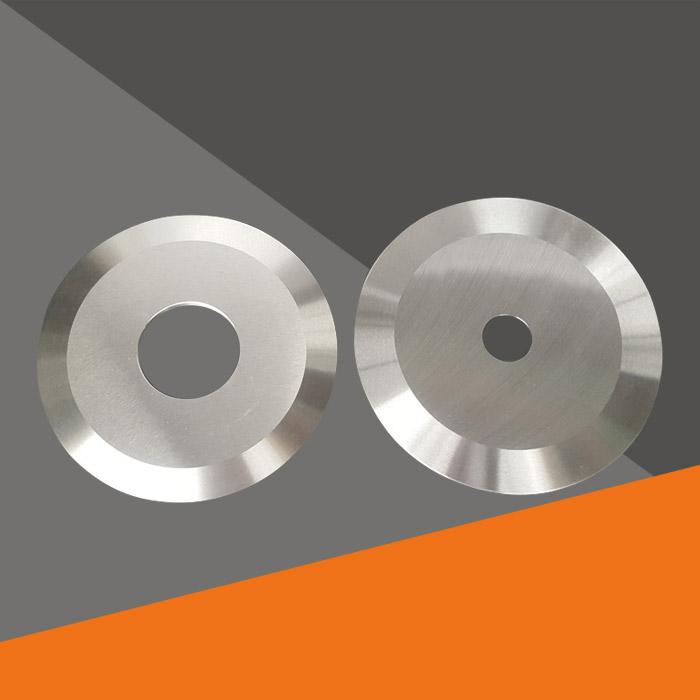
合金圓刀片采用原生超細(xì)顆粒碳化鎢粉生產(chǎn)胚料����,特殊處理后�����,經(jīng)過(guò)專業(yè)的磨削設(shè)備加工而成����。產(chǎn)品外觀好看�,精度高�����,換刀頻率底��,壽命長(zhǎng)����,具有較好的性價(jià)比。主要用于紙張�、薄膜、金、銀箔����,鋁箔�����、銅箔�����、磁帶等物品的分...
合金圓刀片采用原生超細(xì)顆粒碳化鎢粉生產(chǎn)胚料��,特殊處理后��,經(jīng)過(guò)專業(yè)的磨削設(shè)備加工而成�����。產(chǎn)品外觀好看���,精度高���,換刀頻率底,壽命長(zhǎng)��,具有較好的性價(jià)比�����。主要用于紙張��、薄膜���、金�����、銀箔,鋁箔���、銅箔、磁帶等物品的分切��。那么��,在使用合金圓刀片時(shí)�����,需要注意哪些操作規(guī)范呢��,下面一起來(lái)看看吧����。
1、連續(xù)車削應(yīng)采用硬質(zhì)合金圓刀片�,只有在車削間歇表面和復(fù)雜外形時(shí),才應(yīng)使用高速鋼圓刀片����。
2��、硬質(zhì)合金圓刀片的磨削應(yīng)采用金剛石砂輪����。材料的難度越大,就越應(yīng)該重視葉片磨削的方法和質(zhì)量�。
3�����、如有必要,應(yīng)使用整體式硬質(zhì)合金圓形刀片��,以提高圓形刀片的剛度��,防止切割振動(dòng)����。
4、如果可能����,應(yīng)選擇較小的正前角(0°~15°)。當(dāng)切割速度較高時(shí)���,可以使用負(fù)前角��。對(duì)于薄壁零件�,應(yīng)選擇較大的前角���。后角應(yīng)稍大(6~15)。
5����、背吃水應(yīng)足夠大�,以避免“加工面與刀片之間滑動(dòng)”造成的亮帶��,一般不小于0.2mm���。
6、進(jìn)料速度不宜太小��,最小進(jìn)料速度一般不小于0.1mm/ro
7��、 應(yīng)采用較大的主偏角(45°~75°)���,以減小徑向切削力。
8��、變形高溫合金粗車時(shí)刀尖圓弧半徑為0.5~0.8mm�,精車時(shí)刀尖圓弧半徑為0.3~0.5mm。鑄造高溫合金約1mm��。
9�、應(yīng)控制芯片,否則容易切割且不安全����。
在最后一次車削進(jìn)給中���,應(yīng)限制后刀面的磨損寬度(VBmax),磨鈍標(biāo)準(zhǔn)應(yīng)小于0.2mmo���。